
 Los alumnos José Guevara y Ekaitz Garmendia han realizado el proyecto de un cabezal angular fijo a 90 grados que ha consistido en diseñar, fabricar y montar el conjunto cabezal. El proyecto ha sido dirigido por Jon Eiguren Goienetxea profesor de Fabricación Mecánica de FP Barakaldo LH. Los 2 alumnos han desarrollado el proyecto mientras cursaban 2º del ciclo de Mecanizado (José) y del ciclo de Diseño en Fabricación Mecánica (Ekaitz) y mientras realizaban la Dual Intensiva en la empresa ITE Innove Innovation Through Engineering S.L.. José y Ekaitz empezaron la Dual Intensiva en junio de 2024 y la terminaron en junio de 2025.
Los alumnos José Guevara y Ekaitz Garmendia han realizado el proyecto de un cabezal angular fijo a 90 grados que ha consistido en diseñar, fabricar y montar el conjunto cabezal. El proyecto ha sido dirigido por Jon Eiguren Goienetxea profesor de Fabricación Mecánica de FP Barakaldo LH. Los 2 alumnos han desarrollado el proyecto mientras cursaban 2º del ciclo de Mecanizado (José) y del ciclo de Diseño en Fabricación Mecánica (Ekaitz) y mientras realizaban la Dual Intensiva en la empresa ITE Innove Innovation Through Engineering S.L.. José y Ekaitz empezaron la Dual Intensiva en junio de 2024 y la terminaron en junio de 2025.
Los cabezales angulares fijos a 90 grados permiten integrar operaciones horizontales y verticales en una misma máquina, optimizando el proceso de mecanizado. Al facilitar el cambio de orientación de la herramienta de corte sin modificar el amarre inicial de la pieza, contribuyen a una mayor precisión y estabilidad. Este diseño reduce la posibilidad de errores derivados de múltiples amarres y mejora significativamente la productividad en entornos de fabricación.
Inspirado en modelos comerciales, el cabezal ha sido desarrollado íntegramente en el taller del departamento de Fabricación Mecánica de FP Barakaldo LH, en colaboración con la empresa ITE Innove Innovation Through Engineering S.L., donde ambos alumnos realizaban su formación Dual.
Metodología Ethazi interciclos
El objetivo del proyecto fue diseñar, fabricar y montar un prototipo funcional de cabezal angular. Para ello, los alumnos aplicaron sus conocimientos de Diseño CAD (Computer-Aided Design), Fabricación CAM (Computer-Aided Manufacturing) y montaje, consolidando su aprendizaje de forma integral.
El proyecto se ha desarrollado con metodología Ethazi que es una modelo de aprendizaje basado en retos que promueve el aprendizaje colaborativo y el desarrollo de competencia técnicas y transversales en el alumnado.
Una parte destacada del proyecto fue la colaboración interciclos. Alumnos de 1º del ciclo de Mecanizado y de 2º del ciclo de Diseño en Fabricación Mecánica participaron en la interpretación de planos, en la definición de procesos y en la mecanización de piezas, fomentando el trabajo en equipo. La organización del trabajo en el taller y la transferencia de conocimientos entre diferentes participantes ha sido fundamental para el éxito del proyecto.
Fases del proyecto
El trabajo se ha dividido en 4 grandes fases:
- Diseño y programación CAM:
-
- Realizado en la empresa ITE Innove.
- Diseño conceptual y 3D del cabezal mediante el software Siemens NX.
- Búsqueda y selección de elementos comerciales: rodamientos, engranajes…
- Diseño y programación del mecanizado CAM en Siemens NX.
- Generación de planos de conjunto y despiece en Siemens NX.
- Planificación y programación CNC:
-
- Realizado en el taller de CNC de FP Barakaldo LH.
- Interpretación de planos y planificación del mecanizado.
- Fabricación de piezas utilizando máquinas de Control Numérico (CNC) y máquinas convencionales.
- Montaje final del cabezal y pruebas de funcionalidad.
- Mecanizado de las piezas.
-
- Mecanizado de las piezas en las diferentes máquinas de CNC y convencionales respetando los planos y procesos de mecanizado.
- Medición y validación de cotas dimensionales y tolerancias geométricas.
- Montaje del conjunto.
Máquinas y controles
Durante el desarrollo del proyecto, se han empleado una amplia gama de máquina y controles:
- Centros de mecanizado CNC Fagor 8070 y Heidenhain TNC320.
- Torno CNC Fanuc Series 21i-T.
- Máquina de electroerosión por hilo ONA PRIMA E250.
- Diseño y creación de utillajes específicos para el amarre de las piezas.
- Fresadoras verticales Lagun FTV 4-SP.
- Tornos convencionales Pinacho S-90/200.
- Taladro de columna Erlo.
- Sierra de cinta.
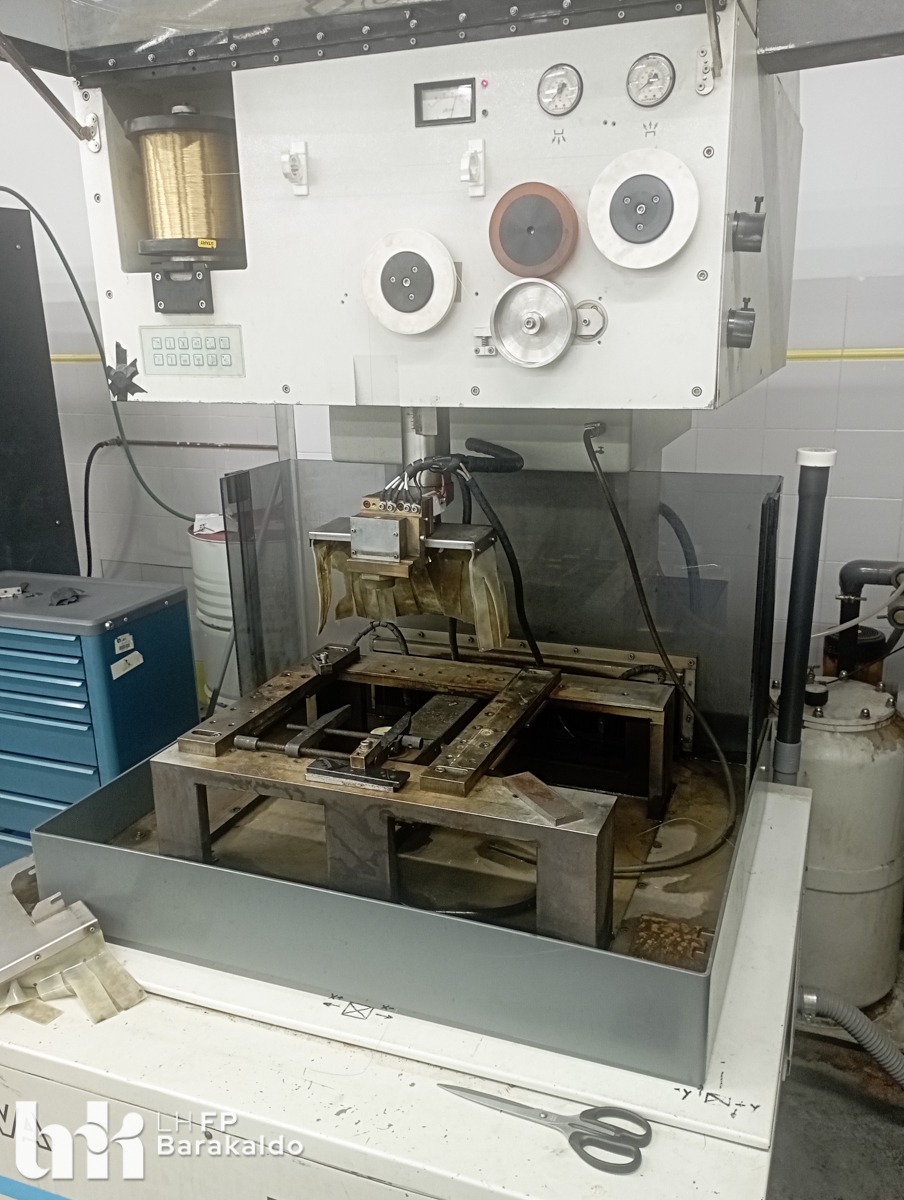
Estas son las fotos de las máquinas utilizadas:









Diseño en Siemens NX
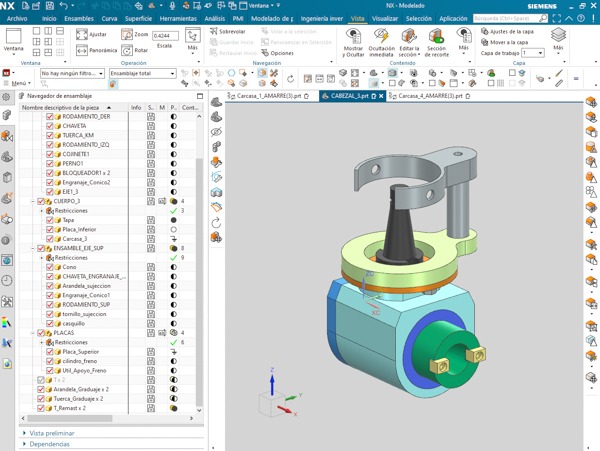
Todo el diseño se ha realizado con el software Siemens NX y posteriormente se han añadido las restricciones al conjunto: concentricidad…
La siguiente imagen corresponde al conjunto completo del cabezal, a la izquierda se puede apreciar todo el árbol de componentes:
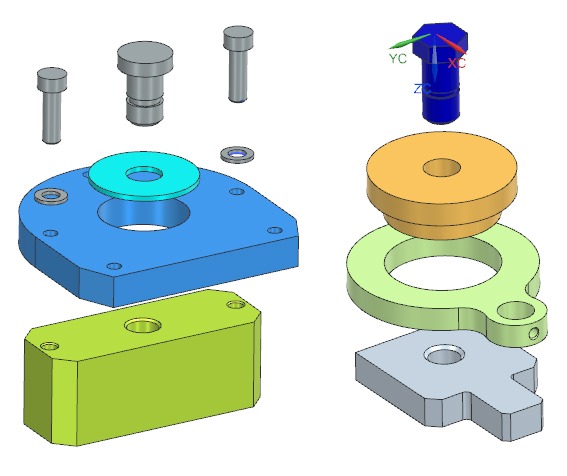
En la siguiente imagen se puede ver el cabezal explosionado con todas sus piezas. Entre todas ellas hay piezas que se han mecanizado en el taller de CNC y otros elementos al ser comerciales, se han comprado:
 Elementos comerciales
Elementos comerciales
 Elementos comerciales
Elementos comercialesPara ello, se han analizado las características que tienen los rodamientos, engranajes…
Han sido seleccionados teniendo en cuenta:
- Las dimensiones, tolerancias…
- Características técnicas necesarias para que realicen correctamente su función y la del todo el conjunto.
- Coste económico, para que el producto final sea rentable.

Utillajes especiales
Estos son algunos de los útiles que se han diseñado y fabricado para poder mecanizar las piezas del cabezal. Son utillajes específicos y personalizados para aquellas piezas que no pueden ser amarradas con una mordaza convencional y requieren un amarre especial.
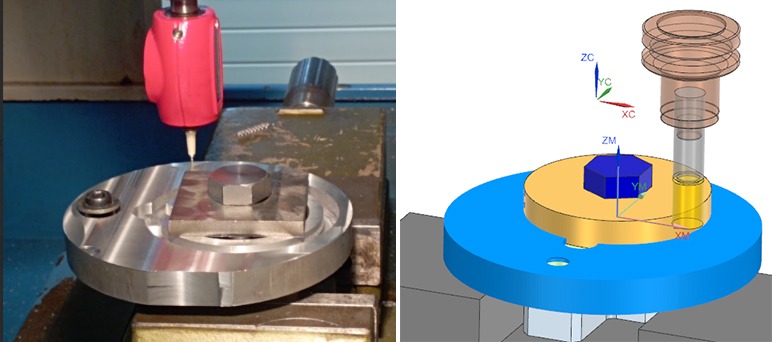
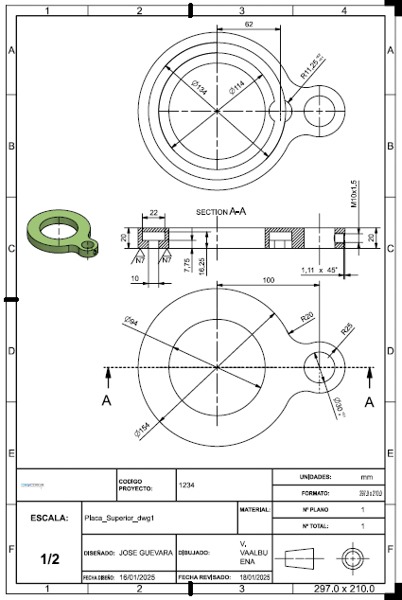
Este es el útil diseñado y fabricado para poder mecanizar la pieza denominada Placa Superior. El útil está amarrado en la mordaza y este a su vez amarra la pieza a fabricar. En este caso el útil tiene dos agujeros roscados, en los que entrarán dos tornillos, amarrando la pieza a mecanizar.
Los planos
Los planos realizados por los diseñadores (José y Ekaitz), se han entregado al alumnado encargado de la mecanización. En este caso, esta labor de mecanizado ha correspondido al alumnado de 1º del ciclo de Mecanizado que estaba realizando sus prácticas de Dual General.
La colaboración y el trabajo en equipo entre los mecanizadores y los diseñadores ha sido muy estrecha. En muchos momentos ha habido que subsanar errores de diseño o mecanizado y tomar decisiones sobre la marcha para mantener la funcionalidad del conjunto.
Programación de la producción
El alumnado de 1º del ciclo de Mecanizado ha comenzado interpretando los planos, programando la producción de las piezas a mecanizar y realizando el acopio de los materiales en bruto.
La organización y la elección de los procesos de mecanizado más óptimos ha sido fundamental para la consecución de los objetivos:
- Plazo de finalización del proyecto: 8 semanas.
- Funcionalidad del conjunto.
- Coste económico de la fabricación.
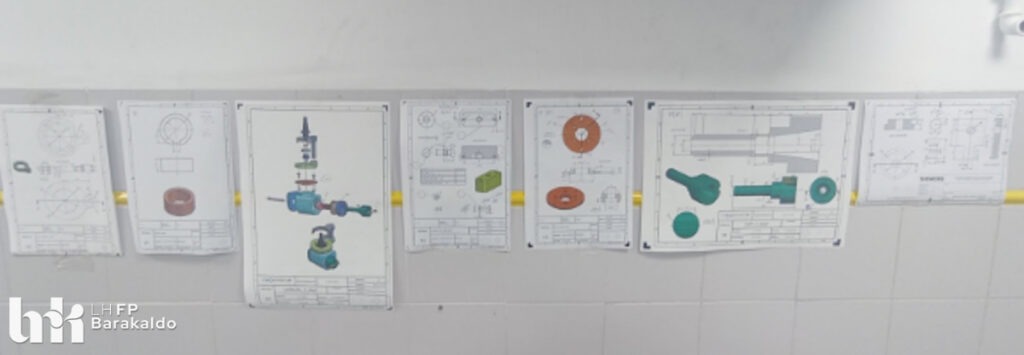
Para poder coordinar las tareas de fabricación y montaje del conjunto, además de los planos que cada alumno ha tenido mientras ha realizado el mecanizado de la pieza, se han colocado los planos en la pared del aula de Control Numérico:
Especificaciones y características técnicas
Se han elegido las máquinas y los procedimientos de mecanizado en función de las características técnicas de las piezas (geometría, disponibilidad de máquina, tolerancias dimensionales y geométricas).
Un gran número de piezas se han realizado en las Fresadoras verticales Lagun FTV 4-SP y en los Centros de mecanizado CNC Fagor 8070 y Heidenhain TNC320. Para realizar el eje de transmisión, se ha utilizado el Torno CNC Fanuc Series 21i-T.
Algunas piezas mecanizadas

Conclusiones finales
El cabezal se ha montado y probado, demostrando su funcionalidad y utilidad. Las piezas mecanizadas por el alumnado y los componentes comerciales han funcionado correctamente.
Este proyecto demuestra el compromiso del departamento de Fabricación Mecánica de FP Barakaldo LH con una Formación Profesional basada en proyectos reales y experiencias cercanas al mundo laboral.
El proyecto del cabezal angular fijo a 90 grados, no solo representa un logro técnico y humano sino también un ejemplo del potencial formativo de FP Barakaldo LH.




{kind=link}
{kind=link}