

José Guevara eta Ekaitz Garmendia ikasleek 90 graduko angelu buru finkoaren proiektua egin dute. Proiektuan, angelu buru multzoa diseinatu, fabrikatu eta muntatu dute. Proiektua Jon Eiguren Goienetxea FP Barakaldoko LHko Fabrikazio Mekanikoko irakaslearen gidaritzapean garatu dute. Bi ikasleek, Mekanizazioa zikloko (José) eta Fabrikazio mekanikoko diseinua zikloko (Ekaitz) 2. maila ikasten eta aldi berean, ITE Innove Innovation Through Engineering S.L. enpresan Lanbide Heziketa Duala egiten ari ziren bitartean garatu dute proiektua. Josek eta Ekaitzek, Dual Intentsiboa, 2024ko ekainean hasi eta 2025eko ekainean bukatu zuten.
90 graduko angelu buru finkoek eragiketa horizontal nahiz bertikalak, makina berean integratzea ahalbidetzen dute, mekanizazio-prozesua optimizatuz. Piezaren hasierako lotura aldatu gabe ebaketa-erremintaren orientazioa aldatzea errazten dutenez, doitasun eta egonkortasun handiagoa lortzen laguntzen dute. Angelu buruak, piezaren lotura ezberdinen ondorioa diren akatsak murrizten laguntzen dute eta fabrikazio-inguruneetako produktibitatea nabarmen hobetzen du.
Eredu komertzialetan oinarrituta, FP Barakaldoko LHko Fabrikazio Mekanikoko departamentuko tailerrean garatu da angelu buru osoa, bi ikasleak Dual prestakuntza egiten ari ziren ITE Innove Innovation Through Engineering S.L. enpresaren lankidetzarekin.
Zikloarteko Ethazi metodología
Proiektuaren helburua, angelu buru finkoaren prototipo funtzionala diseinatu, fabrikatu eta muntatzea izan zen. Horretarako, ikasleek CAD (Computer-Aided Design) diseinuko, CAM (Computer-Aided Manufacturing) fabrikazioko eta muntaia ezagutzak aplikatu zituzten, beraien ikaskuntza modu integralean sendotu zutelarik.
Proiektua, erronketan oinarritutako ikaskuntza-eredua dan eta elkarlaneko ikaskuntza eta ikasleengan konpetentzia teknikoen eta zeharkakoen garapena sustatzen dituen Ethazi metodologiarekin garatu da.
Proiektuaren zati garrantzitsu bat zikloen arteko lankidetza izan zen. Mekanizazioa zikloko 1go mailako eta Fabrikazio mekanikoko diseinua zikloko 2. mailako ikasleek planoen interpretazioan, prozesuen definizioan eta piezen mekanizazioan parte hartu zuten, talde-lana sustatuz. Tailerreko lana antolatzea eta parte-hartzaileen artean ezagutzak transferitzea funtsezkoa izan da proiektuak arrakasta izan dezan.
Proiektuaren faseak
Lana 4 fase handitan banatu da:
- CAM diseinua eta programazioa:
-
- ITE Innove enpresan egina.
- Angelu buruaren diseinu kontzeptuala eta 3Da Siemens NX.
- Elementu komertzialen bilaketa eta hautaketa: errodamenduak, engranajeak…
- CAM mekanizazioaren diseinua eta programazioa Siemens NX.
- Multzoen eta piezakatze planoen sortzea Siemens NX.
- Plangintza eta CNC programazioa:
-
- FP Barakaldoko LHko CNC tailerrean.
- Planoen interpretazioa eta mekanizazioaren planifikatzea.
- Piezen fabrikazioa Zenbakizko Kontroleko makinak (CNC) eta makina konbentzionak.
- Angelu buruaren azken muntaia eta funtzionaltasun-probak.
- Piezen mekanizazioa.
-
- Mecanizado de las piezas en las diferentes máquinas de CNC y convencionales respetando los planos y procesos de mecanizado.
- Medición y validación de cotas dimensionales y tolerancias geométricas.
- Multzoaren muntaia.
Makinak eta kontrolak
Proiektua garatu bitartean, makina eta kontrol ugari erabili dira:
- CNC Fagor 8070 eta Heidenhain TNC320 mekanizazio-zentroak.
- CNC Fanuc Series 21i-T tornua.
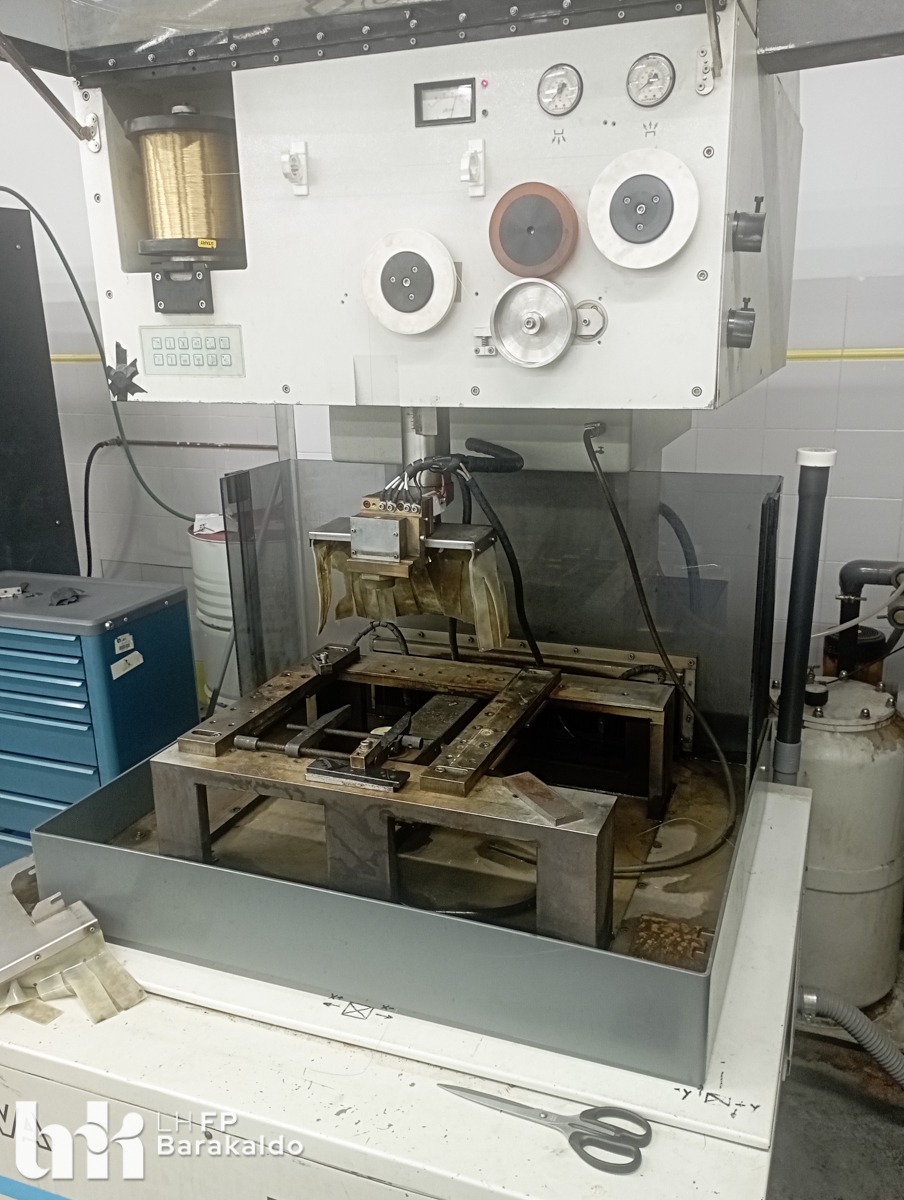
- ONA PRIMA E250 hari bidezko elektrohigadurako
- Piezak lotzeko berariazko tresnak diseinatzea eta sortzea.
- Lagun FTV 4-SP fresatzeko makina bertikalak.
- Pinacho S-90/200 tornu
- Erlo zutabe-zulagailua.
- Zinta-zerra.
Hauek dira erabilitako makinen argazkiak:









Diseinua Siemens NXen
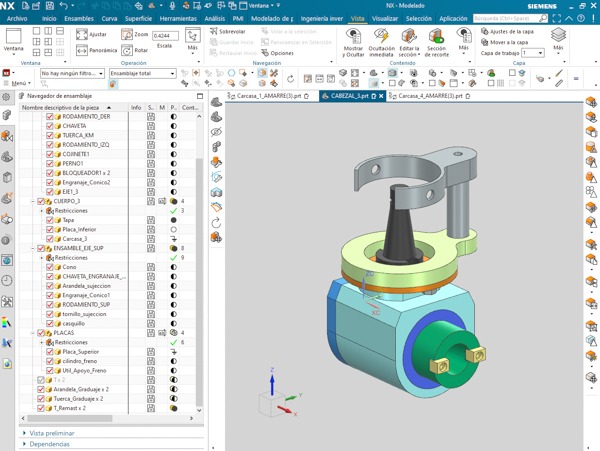
Diseinu osoa Siemens NX softwarearekin egin da, eta, ondoren, multzoari murrizketak gehitu zaizkio: zentrokidetasuna…
Irudi hau buruaren multzo osoari dagokio, ezkerrean osagaien zuhaitz osoa ere ikus daiteke:
Beheko irudian, lehertutako angelu burua ikus daiteke bere pieza guztiekin. Pieza batzuk CNCko tailerrean mekanizatu dira, eta beste batzuk komertzialak direnez, erosi egin dira:
 Elementu komertzialak
Elementu komertzialak
 Elementu komertzialak
Elementu komertzialakHorretarako, errodamenduek, engranajeek eta abarrek dituzten ezaugarriak aztertu dira.
Honako hauek kontuan hartuta hautatu ditugu:
- Dimentsioak, perdoiak…
- Bere funtzioa eta multzo osoarena behar bezala garatzeko beharrezkoak diren ezaugarri teknikoak.
Kostu ekonomikoa, azken produktua errentagarria izan dadin.

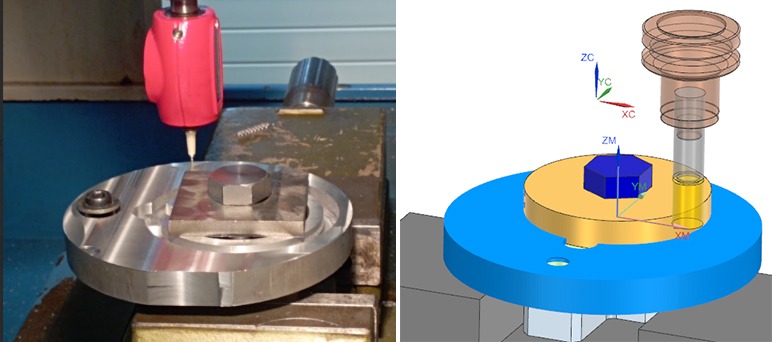
Tresna bereziak
Honako hauek dira angelu buruaren piezak mekanizatu ahal izateko diseinatu eta fabrikatu behar izan ditugun tresnetako batzuk. Baraila batekin lotu ezin diren eta lokailu berezi bat behar duten piezetarako tresna espezifiko eta pertsonalizatuak dira.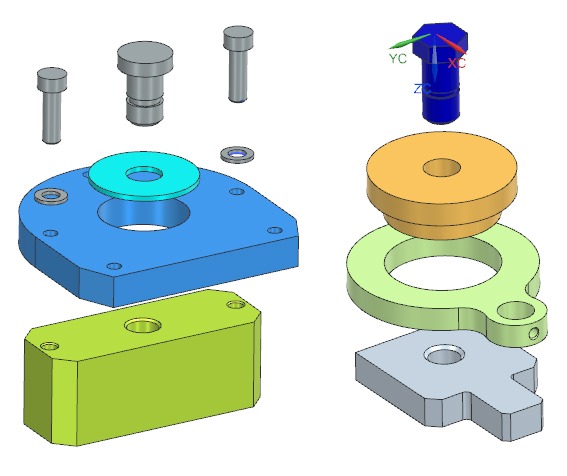
Goiko Plaka deritzon pieza mekanizatu ahal izateko diseinatu eta fabrikatutako tresna da hau. Barailak, tresna lotzen du eta honek aldi berean, fabrikatu beharreko pieza. Kasu honetan, tresnak hariztaturiko bi zulo ditu, eta horietan bi torloju sartuko dira, mekanizatu beharreko pieza lotuz.
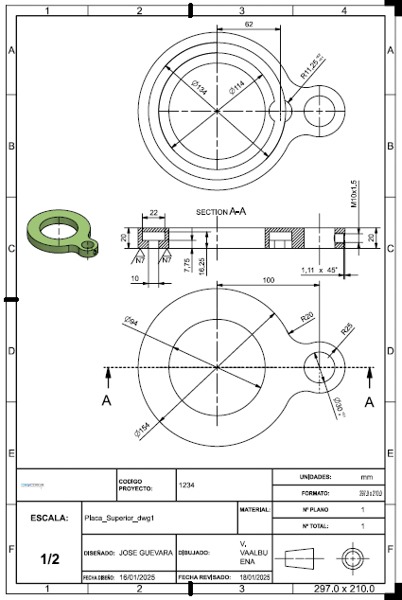
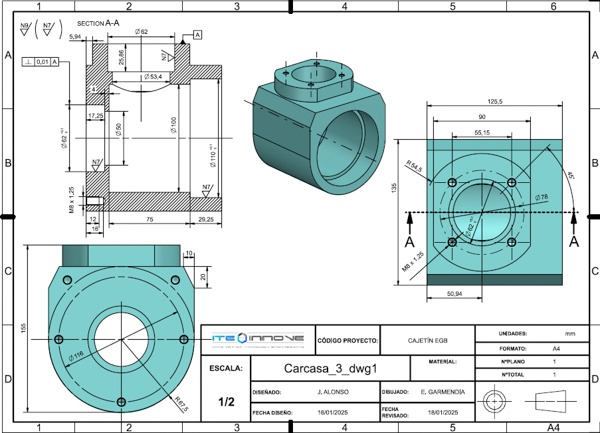
Planoak
Diseinatzaileek egindako planoak (Jose eta Ekaitz), mekanizazioaz arduratu diren ikasleei eman zaizkie. Kasu honetan, mekanizazio-lan hori, Dual Orokorrari dagozkion praktikak egiten ari ziren Mekanizazioa zikloko 1. mailako ikasleek egin dute.
Mekanizazioaz eta diseinuaz arduratu diren ikasleen arteko harremana eta lankidetza oso estua izan da. Une askotan, diseinuko edo mekanizazioko akatsak konpondu behar izan dira, eta multzoaren funtzionaltasuna mantentzeko bapateko erabakiak hartu behar izan dira.
Produkzioaren programazioa
Mekanizazioa zikloko 1. mailako ikasleak planoak interpretatzen, mekanizatu beharreko piezen produkzioa programatzen eta landugabeko materiala pilatzen hasi dira.
Mekanizazio-prozesu egokienak antolatzea eta hautatzea helburuak lortzeko funtsezkoa izan da:
- Proiektua amaitzeko epea: 8 aste.
- Multzoaren funtzionaltasuna.
- Fabrikazioaren kostu ekonomikoa.
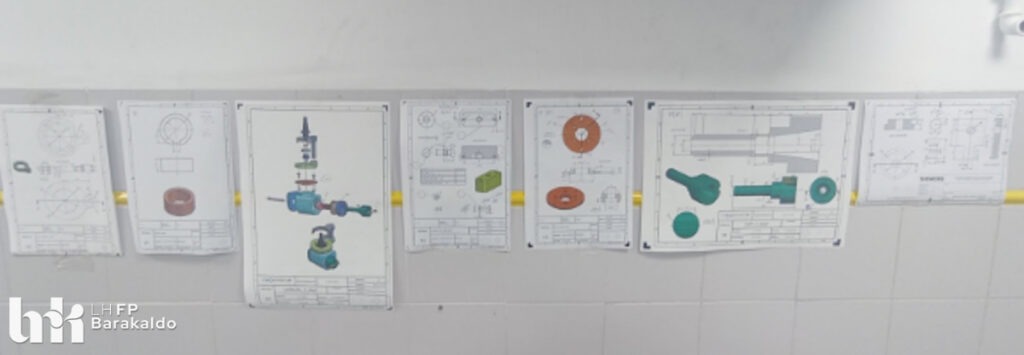
Multzoa fabrikatzeko eta muntatzeko lanak koordinatu ahal izateko, ikasle bakoitzak piezaren mekanizazioa egin duen bitartean izan dituen planoez gain, planoak zenbakizko kontroleko gelako horman jarri dira:
Espezifikazioak eta ezaugarri teknikoak
Makinak eta mekanizazio-prozedurak piezen ezaugarri teknikoen arabera aukeratu dira (geometria, makinaren eskuragarritasuna, perdoi dimentsionalak eta geometrikoak).
Pieza ugari, Lagun FTV 4-SP fresatzeko makina bertikaletan eta Fagor 8070 eta Heidenhain TNC320 CNC mekanizazio-zentroetan egin dira. Transmisio-ardatza egiteko, CNC Fanuc Series 21i-T tornua erabili da.
Mekanizatutako pieza batzuk

Azken ondorioak
Angelu burua bere funtzionaltasuna eta erabilgarritasuna frogatuz muntatu eta probatu da. Ikasleek mekanizatutako piezek eta osagai komertzialek behar bezala funtzionatu dute.
Proiektu honek FP Barakaldo LHko Fabrikazio Mekanikoko mintegiak proiektu errealetan eta lan-mundutik gertu dauden esperientzietan oinarritutako Lanbide Heziketarekin duen konpromisoa erakusten du.
90 graduko angelu buru finkoaren proiektua, lorpen tekniko eta humanoa ez ezik, FP Barakaldo LHren prestakuntza-potentzialaren adibide bat ere bada.




{kind=link}
{kind=link}